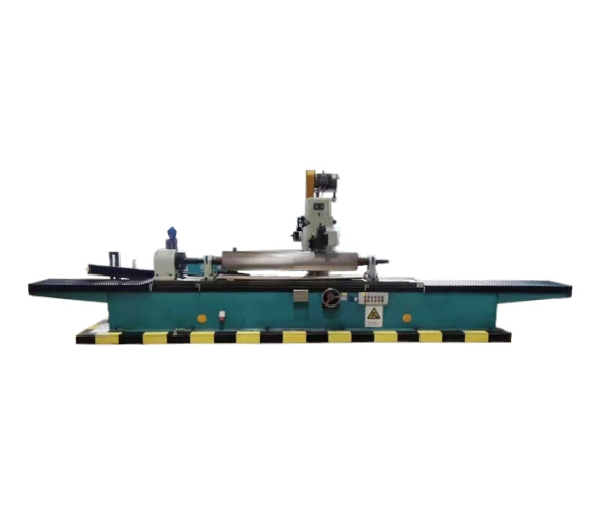

磨辊拉丝机的加工磨辊的问答
1. 机械工业部规定使用的设备必须几年大修一次?修理后要求达到的五种精度标准分别是多少?
答:五年大修一次, 、部级、省级、地方、出厂:0.005mm,0.01mm,0.015mm,0.02mm,0.03mm。
2. 拉丝机会发生左右爬行或发生冲击过大及噪音。
答:油泵磨损有间隙,压力不均匀,油太稀,修复或换油泵,油压调与匀,换厚油。
3. 加工磨辊会出现波浪形、凹凸形、椭圆形现象。
答:床身与工作台磨损,车头主轴与车头壳体的磨损,修复床身与工作台,车头主轴与车头壳体。
4. 加工磨辊会出现断丝、乱丝、直丝、跳丝现象。
答:拉丝机各个活动部位磨损,各活动部位修复与调整:刀架、蜗杆、蜗轮、滑船、伞齿轮的键。
5. 加工磨辊时会出现左向右拉丝能拉到,而右向左不能拉丝。
答:是正常的,如抬刀板上焊合金,退刀时把磨辊加工出粉的锋口刮掉了。
6. 加工磨辊时会出现右向左能加工,而左向右不能加工或工作台发生倾斜。
答:是斜导轨的磨损不一,滑块可能正常工作,修复或换斜导轨与滑块。
7. 加工磨辊时会出现深浅不一(吃刀时能拉到丝,转了一段就拉不到丝,转了一段丝越拉越深,最后连拉丝刀头也断了)。
答:磨辊轴是弯与松的问题,修复与报废。
8. 加工磨辊时左边拉丝正常,右边出现乱丝;右边拉丝正常,左边出现乱丝。
答:调整蜗轮,把蜗轮调到在蜗杆中间。
9. 加工磨辊时会出现两头拉出半边丝,中间是正常的或中间拉出半条丝,两头是正常的。
答:是斜导轨没有固定紧,解决斜导轨各个螺丝固定。
10. 加工磨辊时会出现先是左边深右边浅,转到180%后右边深左边浅。
答:是燕尾盘磨损,修复燕尾盘与换左右刹铁。
11. 加工磨辊时逢双(2、4、6、8、10、12条丝等)的乱丝。
答:是蜗杆底下的螺帽松了,收紧就好。
12. 加工磨辊时出现有规律(如常15、16、17、18、19、20条丝等)的乱丝。
答:是棘轮齿轮上有毛头,或伞齿轮、蜗杆、蜗轮、车头内大小斜齿轮有垃圾,与毛头,修复与清洗就好。
13. 拉丝机床身与工作台的问题,要达到精度要求,用什么仪器测量?
答:达到精度要求,用水平仪测量。
14. 磨光的拉丝机能拉丝加工,而拉丝的拉丝机不能磨光加工,这是为什么?
答:磨光是上望下压磨损床身的V型槽,拉丝是左右磨损床身的V型槽,左右面V型槽磨损后,磨辊磨光加工时会出现床身与工作台左右跳动。
15. 解决以上问题后加工的磨辊达到不圆柱度、不平行度与磨辊跳动、磨辊轴向跳动及拉丝应该达到什么标准?
答:圆度平度跳动喷砂磨辊为0.01mm,拉丝机齿辊为0.02mm,拉丝均匀。
16. 磨粉拉丝有几种要求,达到什么标准?磨辊如何挑选与检验?
答:磨光拉丝机,加工出的磨辊要中间鼓0.005mm—0.02mm,用百分表与千分尺检验。
17. 磨粉机不磨粉了,而成了撞粉机?撞粉机出的面粉麸心太重,麸皮太碎,是什么原因?
答:久年失修,各个部位零件磨损,修复与更换。
18. 修理拉丝机时,应有哪些测量工具及如何使用?
答:水平仪、百分表、千分卡尺、塞尺来测量使用。
19. 磨辊轴紧发出什么声音?
答:磨辊轴紧的声音是铛铛声。
20. 磨辊轴松发出什么声音?
答:磨辊轴松的声音是哭哭声。
21. 磨辊轴非弯,用什么方法来验测?
答:(1)用磨辊放在轴承架上测量;(2)用磨辊放在轴承溜盘上测量。